鍍鋅管的熱處理工藝專業(yè)知識(shí)你掌握是多少?跟隨
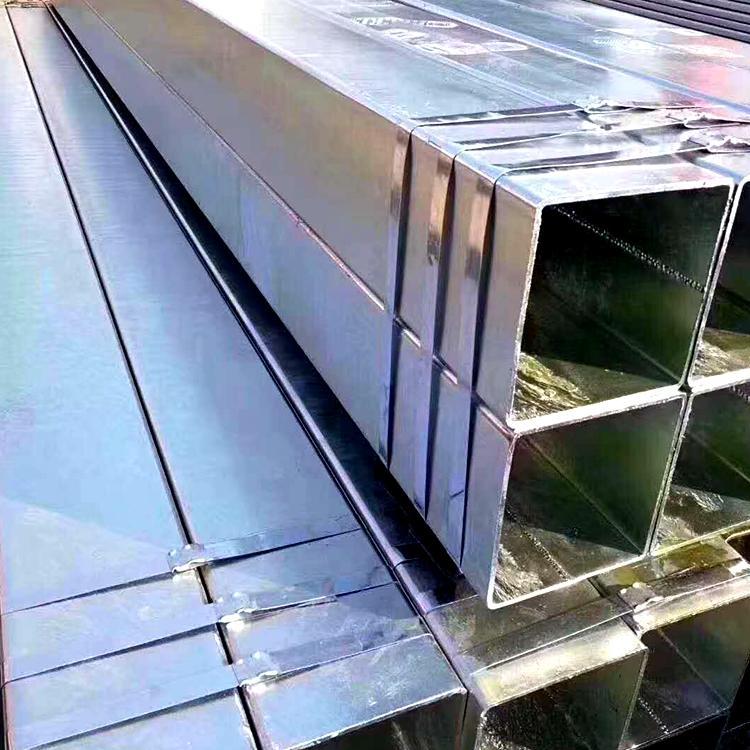
華岐鍍鋅方管廠家我來簡單掌握瞧瞧吧!
1.鍍鋅管和定位裝置在開展熱處理工藝以前,應(yīng)清理油,殘余鹽,漆料等臟東西。
2.逐漸時(shí)在真空燒結(jié)爐中采用的工裝夾具應(yīng)在不少于產(chǎn)品工件需要真空值的真空度下事先除氣和凈化處理。
3.在熱處理工藝情況下非常容易形變的產(chǎn)品工件應(yīng)在專用夾具上加溫。加熱方式如下所示:一次加熱為800℃,二次加熱為500-550℃和850℃,應(yīng)限定一次加熱的升溫速率。
4.針對(duì)樣子繁雜或截面轉(zhuǎn)變比較大且有效的薄厚比較大的產(chǎn)品工件,應(yīng)開展加熱。
5.具備凹形槽但不具備埋孔的產(chǎn)品工件,工件和電焊焊接構(gòu)件及其已生產(chǎn)的不銹鋼板產(chǎn)品工件一般不適宜在滲碳爐中加溫。
6.依據(jù)產(chǎn)品的合理薄厚和標(biāo)準(zhǔn)薄厚(具體薄厚乘于產(chǎn)品工件的外形指數(shù)),鍍鋅管應(yīng)具備充足的隔熱保溫時(shí)長開展加溫。
7.馬氏體不銹鋼和耐磨鋼鍍鋅管在熱處理到常溫后能夠清理,低溫處理或淬火。電焊焊接和后面熱處理工藝中間的間隔時(shí)間不可超出4鐘頭。
8.依據(jù)鍍鋅管的標(biāo)準(zhǔn)和表層標(biāo)準(zhǔn),應(yīng)用酸處理,水溶清潔劑,氯有機(jī)溶劑噴砂處理,拋丸等辦法開展清理。
9.糾正后應(yīng)在小于原回火溫度下開展去應(yīng)力退火,樣子繁雜或規(guī)格要求嚴(yán)格產(chǎn)品工件,糾正后在淬火時(shí)要定型工裝夾具融合淬火開展糾正。